|
江苏和讯自动化设备有限公司 
| 联系人:殷作林 先生 (工程师) |
 |
| 电 话:0519-85602926 |
|
手 机:13776890208  |
|
 |
|
 |
|
| 伟创AC100-C主轴伺服 |
随着科学技术的不断提高,机床行业正朝着高精度、高速度、集成化的方向发展。主轴是直接带动工件进行旋转切削的主要工具,因此主轴的精度与效率直接影响加工件的精度、其表面粗糙度以及对加工件的切削效率。
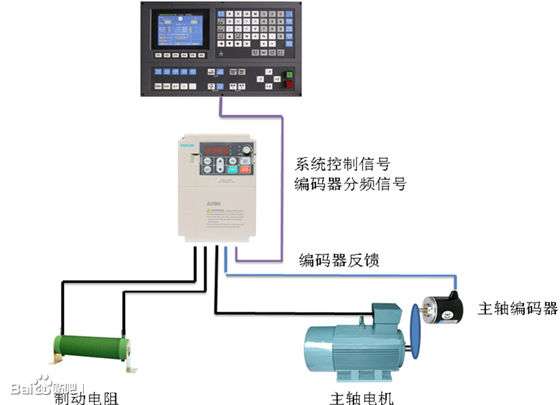
一、系统方案
本文是基于伟创AC100-C主轴伺服驱动器在车床主轴上的应用。AC100-C作为主轴驱动单元,配合广数928TA2数控系统给定信号进行主轴调速与主轴定位控制,在同一台机床上完成车削与钻孔多道加工工序。
工艺流程:
(1)机床启动,夹头夹紧,数控系统给定模拟量调速信号,主轴高速旋转,车刀进入工位,进入车削加工。
(2)车削加工完成后,数控系统切换信号,将速度模式转为位置模式控制,工件旋转到设定角度,动力头进入工位进行钻孔加工。
(3)依次进行其余5个角度的位置定位与钻孔加工。
(4)钻孔加工完成之后,再次转换为速度模式,进行第二次车削加工。
(5)车削加工完成,夹头松开,机床停机。
二、调试方法
调试步骤
*一步:将电机铭牌参数输入F5.00―F5.11。
第二步:根据编码器安装方式,确定电机与编码器传动比例并将齿轮比输入F5.19,设置编码器分辨率F5.16为1024
第三步:将F5.12设置为1,进入自学习。
第四步:输入/输出端子功能码确认
第五步:将要定位角度换算成编码器(4倍频)值输入F9.06-F9.011。如果不知道确切角度,可以通过手动旋转主轴,检测编码器反馈值C-27,将其输入F9-06-F9.11。
第六步:根据定位效果,调增位置环参数F9.03、F9.04。
三、伟创AC100-C主轴伺服产品特点
1、控制新能优越,稳速进度±1rpm。
2、调速范围1:5000,低频率矩卓越。
3、支持位置控制,精度范围±1puls。
4、可实现主轴分度,刚性攻丝,螺纹切削等机床专用功能。
5、优秀的低频转矩与弱磁能力,满足机床主轴各速度段的加工要求。
6、加减速响应快,定位时间短,提高了机床加工效率。
7、主轴定位精度高,定位误差±1个编码器脉冲,充分满足客户需求。
8、随机载波功能,有效降低机床震动及噪音。
9、高防护能力,轻松应对各种严苛环境的挑战。
10、成本优势,主轴系统由普通三相异步电机+编码器构成,与交流永磁伺服相比为客户节约了成本。
江苏和讯自动化设备有限公司(原常州和讯自动化设备有限公司)成立于2012年,注册资本1000万元。公司是集研发、项目设计、销售、维修、工控自动化培训为一体的专业自动化公司。下设有贸易部、维修部、项目部、培训部四个事业部和常州 |
 |
| |
|
|
 |
|
|